以下是:哈尔滨市道里区铸铁闸门-【卷闸门】来图加工定制的产品参数
以下是:哈尔滨市道里区铸铁闸门-【卷闸门】来图加工定制的图文视频
我们的现场实拍视频将带您走进铸铁闸门-【卷闸门】来图加工定制产品的世界,产品视频细节之美一览无余!
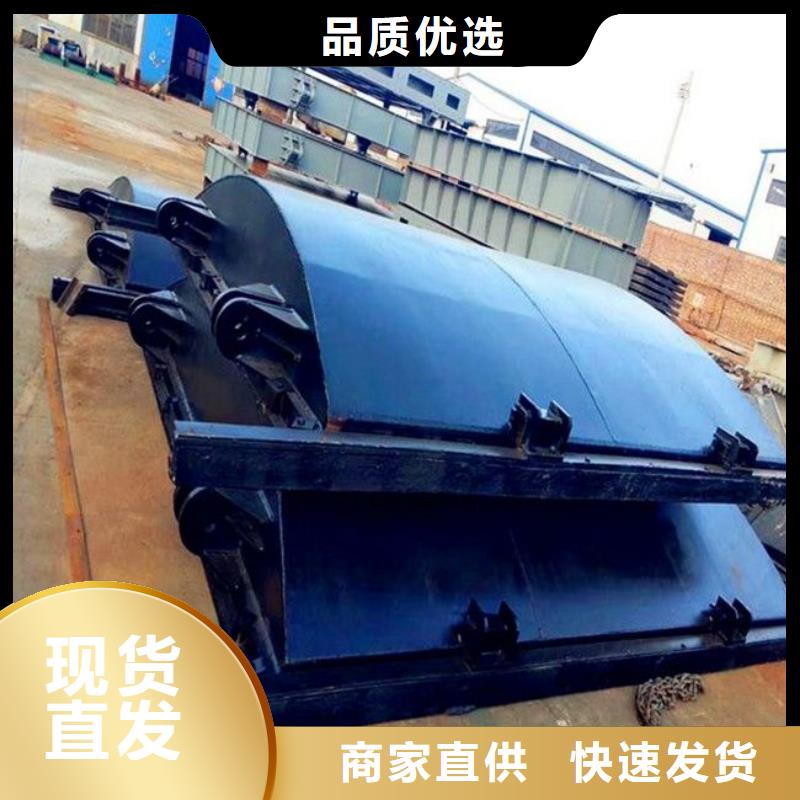
以下是:哈尔滨道里铸铁闸门-【卷闸门】来图加工定制的图文介绍

铸铁闸门由启闭机带动启闭螺母转动,在梯形螺纹作用下使丝杆带动闸门门体上下运行,达到截断或疏通水流作用。
四、主要零部件材质
·门体:HT200铸铁
·门框:HT200铸铁
·导轨:HT200铸铁
·楔座:HT200铸铁
·密封座:ZCuSn5Pb5Zn5锡青铜
·启闭机支座:HT200铸铁
·传动丝杆:碳钢
·启闭机护罩:不锈钢
·推力螺母:球铁
·杆导架:Q235-A碳钢
·紧固件:不锈钢
五、手电两用启闭机技术说明
启闭机主要由电动头、机座、护罩等部件组成。
手电两用启闭机采用普通开关型多转式阀门专用电动装置,配以启闭螺母、承重轴承、支座、护罩而成。


闸门通常用于许多水利系统、市政污水和自来水厂,铸铁闸门可以对各种河水、江水和工业污水起到很好的控制作用。而且,闸门本身具有相对紧密的结构,这项工作也很可靠,无需手动即可打开和关闭,这是目前被广泛使用的主要原因。铸铁闸门的铸铁支座是封闭式柱状结构。主要是用来承受启闭闸门时的重力或支反力,在内装承重轴承,外型比较的精美。铸铁闸门的护罩由薄壁不锈钢管制成的,其长度一般比闸门行程大了200mm,让一端密封住,另一端用螺栓固定在卷扬启闭机上部电动装置上,可以有效保护丝杆螺纹免受损坏。点击进入看图评论注意事项:如果操作人员工作马虎,不按闸门启闭程序先检查后操作或原操作人员因事请假,代班人员在不熟悉启闭程序和方法时,盲目操作,如将启闭方向反向,当闸门处在关闭状态时开闸,电动启闭时按错按钮或人工启闭时摇反方向,把闭闸的方向误操作为开闸。有的是在闭闸时操作人员思想不集中、闸到下限位置未能即时停机,有的是螺杆的限位螺母、限位标志移位,不起限位作用。电动启闭机还会遇到供电部门在维修电器设备或供电线路时电源相序变动,致使启闭机上的电动机改变了原运转方向导致启闭机启闭方向的改变。此时如闸门处在关闭状态时开闸,必将发生顶闸事故。随着我国科技的发展,在材料的研究方面取得了重大的突破,如今很多地方已经应用到了玻璃钢和高密度聚乙烯材料制作的闸门。因此我们可以预测到,在未来,复合材料制作的闸门将是闸门发展的一个主要的方向,采用复合材料制作的闸门,不仅具有新科技材料具有的诸多优点,同时应用在水利方面由于它强度高、密度小等优势,也有很大的帮助,这是传统的闸门材料所不具备的。另外,新材质的闸门在重量、开启速度和价格方面也会有很大的突破。未来的闸门,重量将会越来越轻,开启速度将会越来越快,闸门价格也会更加的便宜。这样才能更好的满足人们的需求,进而扩大闸门的市场,使得更多的领域都用到闸门,目前很多科学家已经在朝着这个方向研究并取得了阶段性的成果。



河畔水利机械厂(哈尔滨市道里区分公司)集地利人和,凭借科学的管理体系、自动化办公系统、较强的生产能力、先进的检测手段和强大的销售网络,制造出质量优良、价格公道的 铸铁闸门产品,服务于国内外市场。我们决心把公司建成 铸铁闸门行业内的品牌企业,致力用智慧与才能谱写中华民族工业腾飞的辉煌乐章!质量铸就品牌,诚信编织未来,公司竭诚与各界朋友携手并进、共创辉煌。


液压启闭机,卷扬启闭机,门机,手轮启闭机,手摇启闭机,螺杆式启闭机等。按类型分为用于各类大型给排水水利水电工程。用于控制各类大中型铸铁闸门及钢制闸门的升降达到开启与关闭的目的。20.启闭机操作规程。 按吊具移动的方向分为单向移动启闭机和双向移动启闭机。前者吊具仅沿坝面线左右移动;后者不仅沿坝轴线方向左右移动,而且也能上下游方向移动。沿专铺设的轨道移动,并能逐次升降数个排或列布置的闸门的机械设备。移动式启闭机类型繁多,主要。 式中Vmin——集水池有效容积(m)Vmin=TminQ/4(-当利用集水池的进水流量和每台水泵抽水之间的规律推算时,可采用(-式计算有效容积Zmax——水泵每小时启停次数。Qp——泵站一台泵的泵送流量(m/h)式中VEff——泵站有效容积(m)公。 3多井筒设计的并联泵站宜采用相同的和水位;2泵站水位到泵坑底部的距离应大于配套水泵停泵高度;1泵站和水位之间的有效高度,由泵站有效容积和平面尺寸确定;泵站竖向高程设计应符合下列规定Q——水泵流量(m/s)Tmin——水泵工作周期(s。 圆闸门产品用途电动操作电动控制装置,定位操作轻巧易实现自控和远控手动操作采用螺杆式启闭操作,操作方便轻巧可靠。维修方便若经多年使用后出现泄漏现象,只需将闸板吊起,调换门框上橡胶密封圈即可,省时省力,维修成本低。



铸铁闸门-【卷闸门】来图加工定制,河畔水利机械厂(哈尔滨市道里区分公司)为您提供铸铁闸门-【卷闸门】来图加工定制产品案例,联系人:赵经理,供应服务范围覆盖:黑龙江省 哈尔滨市 道里区、南岗区、道外区、平房区、松北区、香坊区、呼兰区、阿城区、依兰县、方正县、宾县、巴彦县、木兰县、通河县、延寿县、双城区、尚志市、五常市。